Manufacturing requirements planning: The four critical questions answered
Read a key chapter in the recently revised and updated "Orlicky's Material Requirements Planning," considered by some to be a landmark book by one of the pioneers of MRP.
For decades, manufacturers have used material requirements planning (MRP) to coordinate the resources needed for production and synchronize their supply chains. In this book chapter, two experts on the demand-driven supply chain explain why MRP must be modernized to reflect the new realities of complex global manufacturing. The excerpt is from the recently revised and updated "Orlicky's Material Requirements Planning," considered by some to be a landmark book by a pioneer of MRP.
This excerpt from Orlicky's Material Requirements Planning, Third Edition, by Carol Ptak and Chad Smith, is reprinted here with permission from The McGraw-Hill Companies, copyright 2011. Download a PDF of this chapter.
QUESTION 1: RELEVANCE OF MRP
Is manufacturing requirements planning (MRP) still relevant in an industrial world< obsessed with supply-chain management and enterprise resource planning (ERP)?
At the core of every MRP application is the calculation designed to tell companies what they have, what they need to make and buy, and when they need to make and buy it. If this were the only definition for MRP, then the answer to this question would be obvious. MRP may not be perceived as leading edge at this time, but accurate answers to the simple questions of what a company has, what it needs to make and buy, and when it needs to make and buy it can spell the difference between success and failure for any company. When taking into account the increased complexities in the twenty-first century, the failure to answer these questions accurately will cause a company to fail more quickly. In this case, “failure” is not necessarily bankruptcy. It is often a difficult middle ground where some companies perpetually teeter on the brink without actually failing, whereas others are also-rans that never can break their way into sustained growth.
In reality, MRP is critical and more relevant than ever. Unfortunately, the truth is that the core MRP concepts and rules around them have been neglected and left to stagnate for a long time. In addition, there is a complete lack of understanding that this stagnation is even a problem.Many newer operations approaches even advocate abandoning MRP completely. Some lean and theory of constraints (TOC) implementations measure their success by unplugging the formal MRP system.
In the last 50 years, there has been a revolution in logistics costs and management. Consider that the first container ship was introduced in 1955. The cost to load one ton of cargo in 1955 was $5.86.1 Today, the cost to load one ton of cargo in a shipping container is 16 cents. At the same time, communication technology has evolved dramatically. In 1915, Bell’s first transcontinental call from New York to San Francisco took 23 minutes to connect using five intermediary operators. The first self-dialed long-distance call in the United States took place on November 11, 1951. Today, the Internet and 4G cellular and satellite-enabled phones make communication instantaneous almost anywhere in the world. In the last 20 years, there has been significant attention and emphasis from the software companies on developing supply-chain solutions from both methodologic and technological perspectives. The development of these highly integrated systems has enabled a revolution in distribution and logistics between consumers and suppliers.
Information about distribution and logistics is no longer a limitation worldwide. Now it can be well known what items were sold, when items move, and where those items are at any point in time. A logistics company can provide real-time updates as parts move around the world. However, at the heart of any supply chain is manufacturing.
In most supply chains, there are several different manufacturing sites and processes
that must be coordinated and synchronized effectively to bring a finished item into the
distribution pipeline.
At the heart of every supply chain is manufacturing. At the heart of manufacturing
is MRP. In an attempt to understand supply chain many writers have simplified the supply
chain structure into a straight line. However, supply chains are not the simple linear
structures normally represented as the supplier’s supplier to the customer’s customer.
Supply chains are web-like entities that are difficult to represent graphically. Each company
is linked to several other companies depending on the product and the customers.
These linkages and relationships change as market conditions change. Information flows
across and throughout this web. The heartbeat for that information is the MRP system.
Each node in the web is a different MRP system. An excellent graphic representation of a
supply chain is the cover of this book. Therefore, a primary limitation of any supply chain
will be how well MRP systems perform not just individually on each node but also collectively
throughout the web. Simply put, MRP has more impact on and is more relevant
to the effectiveness of today’s supply chain than ever before.
A previous challenge within supply chain management was not having visibility
into what is being moved and its status; now warehouse management and logistics tools
have solved that problem. Now the problem is fundamentally about which specific items
are actually being moved, transported, located and made.What gets put on lathes, welding
jigs, assembly lines, trucks, boats and airplanes is a response to a demand or supply
order generation signal.
Today, due to the increasing complexity of the global manufacturing and supply
landscape the supply order generation signals that move down through our supply
chains have become more and more out of alignment with actual demand.
The traditional planning rules and tools (including forecast based demand generation)
employed by most manufacturers and distributors do not fit the highly volatile and
variable world we live in. Those rules were constructed under a “push and promote”
mentality fueled by production efficiency metrics and a market that was more tolerant of
longer lead times and shortages.
In order to get smarter and more agile supply chains, we must take a fundamentally
different approach were demand is at the center of planning and not inventory. This is
not just about speeding up what we already have.
QUESTION 2: MRP—FLAWED APPROACH OR POORLY APPLIED?
Is MRP failing in today’s environment because it is inherently flawed or because it is
poorly implemented?
The case can be made that MRP is both a flawed approach and an approach that has
been poorly applied. MRP has many well-known shortcomings, and it is commonly
implemented and/or supported in an inadequate fashion. Frequently, there are finger pointing
matches within companies about which is the real problem. The truth is that
both are reality. MRP has critical shortcomings and often is implemented and supported
poorly. Fixing only one issue will not improve the situation dramatically. Thus companies
that “reimplement” MRP do not get the fix they were expecting or leave a lot of possible
benefit on the table without realizing it.
The result of MRP’s shortcomings and/or poor implementation is that companies
have chronic and frequent shortages at various stages of the production, procurement, and
fulfillment cycles. These chronic and frequent shortages tend to lead to three main effects:
1. Unacceptable inventory performance. This is identified as having too much of the
wrong material, too little of the right material, high obsolescence, and/or low
inventory turns. Companies frequently can identify many of these problems at
the same time.
2. Unacceptable service-level performance. Customers continue to put pressure on the
company, which quickly exposes poor on-time delivery, low fill rates, and poor
customer satisfaction. In addition, customers consistently attempt to drive
prices down.
3. High expedite-related expenses and waste. In an attempt to fix the preceding two
unacceptable business results, managers will commit to payment premiums and
additional freight charges or increase overtime to fulfill promises. Typically, this
effect is undermeasured and underappreciated in most companies.
As research for writing this book, we surveyed over 150 companies about their
materials planning systems. While a minority of companies reported all three of these
effects simultaneously to a severe degree, 83 percent of companies reported at least one
of these effects to a severe degree over a period of multiple years. Figure 3-1 presents the
results of the survey.
To address these undesirable effects, the shortcomings inherent in conventional
MRP must be fixed, and the MRP system must be implemented and supported properly.
Only one part of the solution is not sufficient.
MRP is defined as:
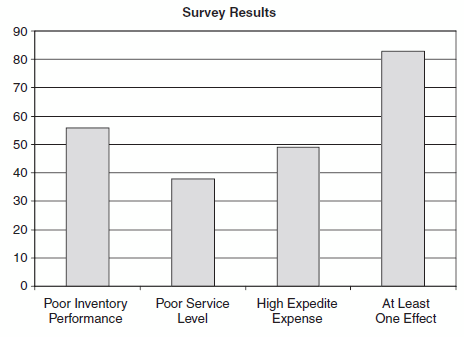
FIGURE 3-1. Survey results.
material requirements planning (MRP): A set of techniques that uses bill of material
data, inventory data, and the master production schedule to calculate requirements
for materials. It makes recommendations to release replenishment orders for material.
Further, because it is time-phased, it makes recommendations to reschedule open
orders when due dates and need dates are not in phase. Time-phased MRP begins
with the items listed on the Master Production Schedule (MPS) and determines (1) the
quantity of all components and materials required to fabricate those items and (2) the
date that the components and material are required. Time-phased MRP is accomplished
by exploding the bill of material, adjusting for inventory quantities on hand or
on order, and offsetting the net requirements by the appropriate lead times.
Known shortcomings in conventional MRP are summarized in Figure 3-2, with the
effect resulting from the shortcomings identified.
These shortcomings are nothing new to MRP users. The rapidly changing environment
of global manufacturing and the global supply chain is exacerbating these effects
and putting increased pressure on MRP systems and planning personnel.
The continued quest for forecast accuracy has led to the development of improved
forecasting algorithms and sophisticated technology dedicated to forecasting. However
the surprise is that even with all this improvement and sophistication, the overall accuracy
of the forecast has not improved dramatically. Increased volatility in the market has
offset any gains in methodology. In addition, any realized improvements in forecast do
not translate to overall improvements in customer service and inventory levels. This was
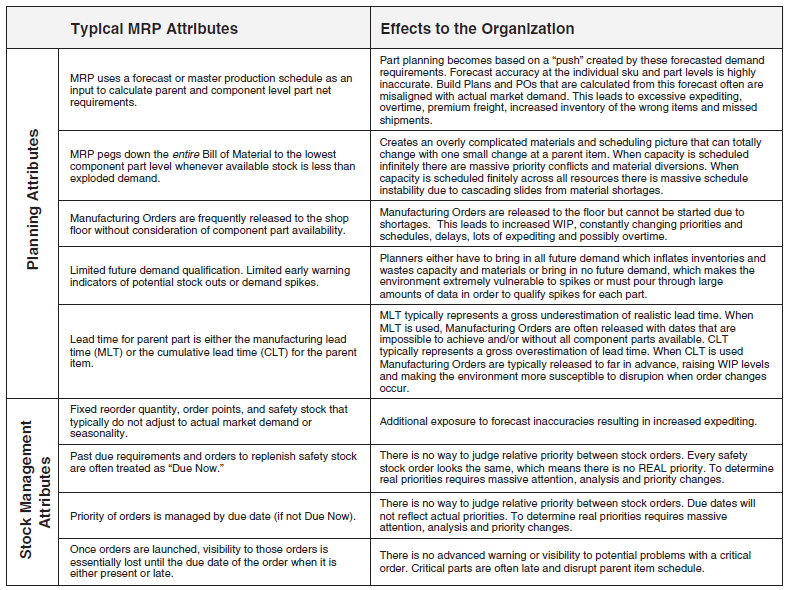
FIGURE 3-2. MRP shortcomings and their undesirable effects on organizations.
discussed in Chapter 2. The global manufacturing and supply landscape is a much more
complex environment characterized by massive instability and volatility. Forecast error
continues to rise despite significant investments in time and money creating more sophisticated
algorithms for predicting the behavior of supply chains. There are three well known
rules of forecasting that have not changed with this investment:
1. Forecasts are always in error.
2. The more detailed the forecast, the more error will be realized.
3. The further into the future the forecast goes, the more error will be realized.
There is a legacy of make to stock manufacturing strategies that are centered on
MRP and how it has been implemented traditionally. When considering today’s conditions
of shorter customer tolerance times with longer and more complicated supply networks,
the need for holding stock at some level is a given for most manufacturers. The
manner (rules and tools) in which conventional MRP plans and manages these stock
positions creates the problematic undesirable effects detailed in Figure 3-2.
Most MRP systems are driven by a master schedule driven by a forecast. This plan
can be developed through an interactive sales and operations process (see Chapter 19),
but it is still a best guess at end-item requirements. Using the forecast to drive requirements
creates, by definition, a push-based system. This is frequently in error and conflicts
with the proliferation of demand-driven or pull-based approaches, methods, and tools.
Companies that use forecasting to drive MRP while at the same time using demand-driven/
pull-based techniques to execute often have a push-versus-pull dilemma. This
“results in a constant tension between the supply side and demand side.” This tension
creates misalignments, and the misalignments generate massive amounts of waste.
MRP is fundamentally only a planning tool. Problems tend to be identified only
after they have risen to the surface. There is little or no visibility of potential problems or
what constitutes the actual execution priority. This lack of visibility creates a critical gap
in today’s more complex supply-chain scenarios. Companies are now beginning to realize
just how important this type of visibility is. A survey of 209 companies in 2009 by the
Aberdeen Group concluded that:
. . . 57 percent of respondents indicated that Supply Chain Visibility (SVC)
was currently a high priority for improvement with an additional 28 percent
indicating it was a medium priority. Increasing visibility is a critical strategy
for enterprises aimed at reducing costs and improving operational performance
in the context of their complex and multi-tiered global supply-demand
networks.
Most experienced planning personnel are not blind to the shortcomings of MRP.
These have been discussed for years at APICS meetings. However, these shortcomings
have been further exacerbated by the variability and volatility of today’s hypercompetitive
and hypersensitive environment. Materials and production control personnel often find
themselves in a dilemma regarding their MRP system. There are powerful aspects of MRP
that are still relevant and necessary. The need to be able to plan complex product structures
across a complex supply chain well in advance of customer demand means that some
aspects of MRP are even more relevant today than when they were conceived 40 years ago.
Companies desperately need visibility within today’s more complex planning scenarios.
At the same time, using MRP does not provide the flexibility to be responsive to
actual market requirements and consumption. Ignoring these shortcomings has disastrous
consequences in today’s environment. Every person faced with materials planning
under these circumstances is forced to find various, often unsatisfactory and incomplete
ways to sidestep these shortcomings. The typical compromises used to work around
these shortcomings include
- Manual work-around proliferation
- Attempts at more efficient forecasting
- Manual reorder point systems
- Overflattening the bill of materials
- Move to a make-to-order (MTO) model
- “Dumbing down” MRP
Manual Work-Around Proliferation
Frequently, companies try to work around the shortcomings of their MRP system by relying
on stand-alone, disconnected, and highly customized data manipulation tools such as Excel
spreadsheets and Access minisystems. Data are taken from a core MRP tool and then manipulated
by an individual. Typically, this individual is the one who actually built the sheet or
minisystem and, consequently, usually is the only one who knows how to use it. From a risk mitigation
standpoint, this is unacceptable. The company’s ability to plan and execute
against those plans can be crippled by the loss of this individual. These tools have serious
limitations, and their proliferation makes the information technology (IT) landscape more
complicated and maintenance more intensive. Their widespread use ultimately defeats the
purpose behind the major investment in an integrated ERP package because the information
garnered is limited to the individual user. Many have called this “Excel hell.”
A recent report by the Aberdeen Group showed just how pervasive this compromise
is (Figure 3-3).
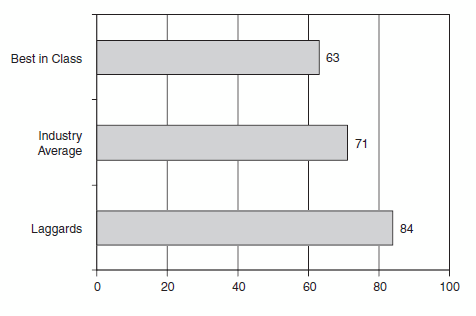
FIGURE 3-3. Companies using spreadsheets for demand management.
In a survey of 135 companies,
- 63 percent of the best-in-class (top 18 percent) companies reported that
they used spreadsheets for their demand management. - 71 percent of the industry average (middle 54 percent) performers reported
the use of spreadsheets for demand management. - 84 percent of laggard companies (bottom 28 percent) used spreadsheets.
Consistent with the Aberdeen Group survey is a survey from www.beyondmrp.com
regarding this strategy of MRP-related compromises (Figure 3-4). The results of these two
surveys suggest that for most companies there is a basic lack of trust that MRP is providing
an accurate picture of what is required and when it is required. Additionally, these
reports are an indicator of the inability of ERP companies to evolve MRP rules and tools
to an acceptable level or their ambivalence about such an evolution.
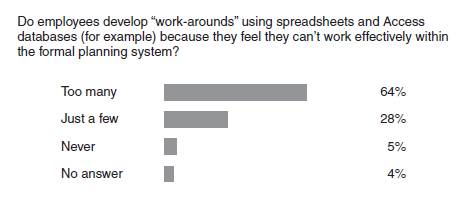
FIGURE 3-4. beyondmrp.com survey results.
More Efficient or Better Forecasting
Other companies have pursued a strategy of investing in and implementing advanced
forecasting algorithms or hiring more planners in the hope of guessing/predicting better.
Remember the three well-known characteristics of forecasting:
1. Forecasts are always in error.
2. The more detailed the forecast, the higher is the rate of inaccuracy.
3. The further into the future the forecast is extended, the higher is the rate of
inaccuracy. This inaccuracy is even worse when the granular (stock keeping
unit or part number) level is considered.
These characteristics are particularly true today, considering the increasing amount
of variability, volatility, and complexity across the supply chain. In the best of times, the
improvements in forecasting rarely correlated with improvements in the overall quality
of the plan. When the acceleration of volatility and complexity is considered in today’s
supply chain, the offsetting advances in forecasting algorithms and technology are inad-
equate to improve the planning process. The same Aberdeen Group report also noted
that 57 percent of the companies it surveyed responded that they have consistently inaccurate
forecasts. Additionally, the report demonstrated how forecast “accuracy” breaks
down with more detail. Best-in-class companies reported 87 percent accuracy at the product
family level, but at the stock keeping unit (SKU) level, accuracy dropped to 77 percent.
Industry average companies reported an accuracy of 64 percent at the product family
level and 54 percent at the SKU level. Finally, laggards reported 40 percent accuracy
at the family and a dismal 23 percent at the SKU level. Figure 3-5 depicts this breakdown.
Even if a company succeeds in increasing signal accuracy, it does not necessarily
translate well to overall effectiveness in terms of availability and fill rates. Remember, the
increase of variability and volatility, especially on the supply side, easily can offset any
appreciable gain in signal accuracy. Most manufacturers have multiple assembly and
subassembly operations that are integral parts of their overall end-item product flow. In
any type of assembly operation, it takes the lack of only one part to block a complete shipment.
The more assemblies that exist, the more complex is the synchronization and execution
challenge. Companies that experience this phenomenon usually compensate with
additional inventory rather than risk unacceptable customer service.
Even the biggest supporters of advanced forecasting algorithms cannot argue that
forecasts and any purchasing and manufacturing schedules derived from them aren’t still
a push-based tactic. The recent statistical advancements may make it a more educated
push, but it remains a push nonetheless. For companies implementing demand-driven or
pull-based manufacturing execution systems (e.g., lean or drum-buffer-rope [DBR]), this
sets up conflicting modes of operation. This conflict is the push-versus-pull conflict
referred to earlier.
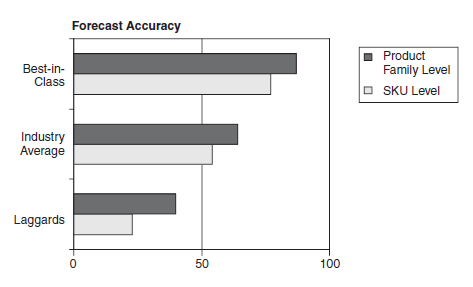
FIGURE 3-5. Company category and percentage of those responding on forecast accuracy at the product family and SKU levels. ( From Aberdeen Group, "Demand Management," Boston, November, 2009.)
Forecasting assumes that the future will look like the past. Past demand is input into
sophisticated forecasting algorithms to project the future. This can be compared to driving
a car by only using the rear view mirror. If you are driving on a straight road where
the road in front looks like the road behind, then you may be successful. However if you
are driving on a road with many twists and turns, the results can be catastrophic.
Business today has to face more twists and turns than ever before.
Manual Reorder Point Systems
In order to overcome the shortcomings of MRP, some companies and many lean disciples
have abandoned MRP completely. Early demand flow implementations actually had
lapel buttons with the letters “MRP” and the universal “not” sign over them, as demonstrated
in Figure 3-6. In its place, the pull-focused companies have implemented different
forms of manual reorder point systems.
Manual reorder point systems were a common technique for managing inventory
beforeMRP.Has industry come full circle? Is industry ready to abandon the promise of technology
just because an antiquated set of rules and tools has not been updated or evolved?
Consider what Joe Orlicky himself said about reorder point systems in the first edition
of this book in 1975:
Systems based on reorder point suffer from false assumptions about the
demand environment, tend to misinterpret observed demand behavior, and
lack the ability to determine the specific timing of future demand. These
shortcomings, inherent in all systems of this type, manifest themselves in a
number of unsatisfactory performance characteristics, chief among them
being an unnecessarily high overall inventory level, inventory imbalance,
and stock-outs or shortages by the system itself.

FIGURE 3-6. Lapel button used by early demand-flow and lean advocates.
Probably the best example of a modern-day manual reorder point is the frequently
used lean technique of kanban:
Kanban (lean stock technique): A method of Just-in-Time production that uses standard
containers or lot sizes with a single card attached to each. It is a pull system in
which work centers signal with a card that they wish to withdraw parts from feeding
operations or suppliers. The Japanese word kanban, loosely translated, means card,
billboard, or sign, but other signaling devices such as colored golf balls have also been
used. The term is often used synonymously for the specific scheduling system developed
and used by the Toyota Corporation in Japan.
Today, many researchers and practitioners make the same comments about kanbans
that Orlicky made about the manual reorder points of his day. Kanbans tend to be manually
intensive, lack responsiveness to changes in the environment, limit planning visibility,
and force an unnecessary and wasteful level of independence into the manufacturing
environment. This is not meant to say that kanbans do not have a time and a place
in modern manufacturing. The time and the place, however, are not “always” and
“everywhere.” Manual reorder points and kanbans are supplementary tools at best.
After years of experience in implementing kanban systems and heijunka board in a
variety of industry, it is clear that as the number of parts and components grows the manual
systems become increasingly difficult to manage. Kanbans are very easy to establish
and begin to use. However, when the company grows to any significant size, the overhead
to manage kanbans can quickly become overwhelming. The number of kanbans can
quickly grow to the hundreds. Reconciling the number and location becomes a substantial
task with a great deal of complexity. This is problematic for most midrange or larger
discrete manufacturers. Early adopters of lean were emphatic that technology was a
waste to be totally eliminated. The desired future state was one where the part would
move only when pulled by the next station. However the gremlins of variability made the
necessity of technology quickly apparent. John Constanza, the founder of JCIT, developed
the first demand flow software to support lean. The technology was very different
than the MRP systems of the day. Early adopters struggled with how to manage the sheer
number of kanbans and how to trigger unique configurations. Even the first demand-flow
visionaries developed software to support their approach.
Rarely are kanbans realigned with the actual demand variation owing to the overwhelming
nature of completing that task. Kanbans almost always omit independent
demand, including service and repair. In addition, kanbans provide no forward planning
because they are a reactive pull signal assuming that the immediate future will look like
the past. Few suppliers are agile enough to support a company without some forward
planning. This can mean that suppliers add extra inventory for this unexpected demand
or reduce the variety that can be offered to customers. Manual reorder points are even
less effective in larger organizations. When an organization must plan across a large
enterprise, particularly a vertically integrated enterprise, it is left with few viable and satisfactory
options.
Some software has been developed as an aid to reduce the complexity of managing
kanbans. This software reduces the management burden and enables the company to
adjust kanban sizing. However, all electronic software products lack the ability to provide
the critical available inventory and netting picture that more complex manufacturing situations
require.
available inventory: The on-hand inventory balance minus allocations, reservations,
backorders, and (usually) quantities held for quality problems. Often called beginning
available balance.
These are the necessary traditional MRP functions that have been abandoned in the
lean world. Simply knowing the stock on hand and on order cannot provide the complete
picture of what to order unless those two positions are also considered in relation to relevant
demand allocations.An accurate available stock equation is not possible with manual
or even electronic reorder point systems such as kanbans. The lack of visibility means
that organizations of size or even moderate complexity are flying blind to the overall
materials and inventory picture. The available stock equation will be discussed in depth
in Part 4.
Furthermore, manual reorder points and kanbans do not consider the bill of material
in its totality. The kanban is defined only at each discrete connection. This means that
stock positions often must be placed at every position in the bill of material. This strategy,
in turn, increases the number of stocked positions to manage and potentially raises
total inventory. Often the implementation of kanbans is not limited to only each connection
in the bill of material. Organizations frequently place them between each step in the
routing. When there is a larger number of part numbers with sporadic demand or relatively
long routings for many part numbers, inventory can rise dramatically.
Author’s note: The preceding section on manual reorder points and kanbans is not
intended to alienate the lean advocate. Its intention is to highlight accepted realities about
the planning limitations of manual and even electronic reorder point positions/systems
in environments of size and relative complexity. Many environments do apply kanbans
successfully, especially when those kanbans are placed in the right positions.
Overflattening the Bill of Material (BOM)
Sometimes companies try to simplify the synchronization issue by dramatically reducing the number of levels in the BOM. In many cases, reducing BOM complexity makes sense. Taken to extremes, it can close more doors than it opens. Flattening the BOM removes levels that were identified originally to define the product and the process. These dependencies provide an excellent way to stop variability from gaining momentum and disrupting the entire supply chain like a tsunami. The key to better synchronization is to understand those dependencies and control them. By overflattening the BOM, companies can actually lose visibility at both the planning and execution levels. Some companies have had to reinsert a level in their BOMs in order to gain back critical leverage and decoupling points. This will be discussed at length in Chapter 23.
Move to a Make-to-Order (MTO) Model
Some companies will attempt to address the forecasting issue by eliminating it totally and any finished end-item positions entirely. This is possible only with a pure MTO strategy. Referring back to the Wheelwright and Hayes product/process matrix in Figure 1-2, this strategy is effective only in a job-shop environment that supports high-variety, low-volume production. Attempting to use this strategy for low-variety, high-volume production will spell disaster for the company as costs spiral out of control. Companies that can employ this strategy will need carefully placed and controlled raw material and component stock positions in order to stay competitive in terms of lead time and cost. Part 4 of this book will provide more detail.
“Dumbing Down” MRP
Finally, companies will “dumb down” the MRP system by eliminating some of the integrated nature of its planning. The power of this technology is the rapid calculation of requirements across complex interrelated BOMs. MRP at its core minimizes inventory by planning only items that are needed when they are needed. By dumbing down the system, those interrelationships and that precise timing are lost. The balance of this book will discuss the necessary conditions for an effective material planning system in a demand-driven environment.
QUESTION 3: THE MRP CONFLICT WITH LEAN OR PULL
Why do lean and other pull methodologies often come into conflict with MRP?
In addition to the rise in volatility and complexity referred to earlier, the proliferation
of lean philosophies has put additional pressure on planning personnel and MRP
systems. The fundamentally different view of what is important in relation to inventory
puts lean advocates and planning personnel at odds. Many lean implementations
attempt to abandon MRP. This causes tremendous friction between planning personnel
and those pushing for that abandonment. Lean facilitators often see MRP as an overly
complex and wasteful dinosaur that simply doesn’t work in the demand-driven world.
Planning personnel, however, see it a completely different way. They understand that
without the ability to see the total requirements picture, critical blind spots then exist in
the planning process that lead to shortages and/or even excessive inventory positions.
They see the lean approach as a gross oversimplification of the complex scenarios that are
the “new normal.” There are three conflicts that tend to occur between lean and MRP.
Conflict 1: Planning Versus Execution
As discussed earlier, MRP is, by definition, a planning tool. MRP launches orders based on a combination of data pertaining to demand, on-hand, open-supply, BOM, and lead-time parameters. It assumes that a system of execution is in place to manage to the plan. MRP detractors cite the frequent poor quality of the plan as a reason that makes effective execution impossible and even counterintuitive. Worse, those detractors say that if organizations did in fact execute to the plan, it would be disastrous and result in shortages and service-related problems.
Thus, if the planning system cannot provide a realistic, feasible plan that delivers
materials as the market needs them, many lean advocates would recommend that we
abandon planning altogether. In their mind, planning often becomes relegated to some
initial assumptions about the rate of demand pull, takt time, decoupling BOMs, and routings
at most discrete part numbers and steps, respectively, and allowing resources
(including suppliers) to “read and react” in order to fulfill materials requirements. In
effect, there really is no planning after the initial setup, only execution.
Conflict 2: Complexity Versus Simplicity
MRP advocates desire a solution that identifies and manages the inherent dependencies
in manufacturing situations. In order to do this, MRP can be a highly complex system to
operate.As mentioned in relation to conflict 1, the perceived need for predictability drives
companies into massive complexity. Most people in manufacturing companies don’t
even fully understand what the planning system is or does. Furthermore, “fixing” the
system seems to be a never-ending, intricate, and expensive journey. Einstein once said,
“Any intelligent fool can make things bigger and more complex. It takes a touch of
genius—and a lot of courage—to move in the opposite direction.”
Einstein also said something else relevant to this conflict. He said, “Everything should be made as simple as possible, but not simpler.” Lean advocates are seeking simplicity in a solution. The tactics tend to be manual and visible. There is nothing wrong with simple solutions—to a point. When things get oversimplified, however, the end result often can be as poor as the complex side of things. Oversimplification is defined as “to simplify to the point of causing misrepresentation, misconception, or error.” By failing to depict and account for critical dependencies and/or relationships with regard to supply, demand, on-hand inventory, and product structure, lean can oversimplify many environments. The more complex and variable these environments, the more likely it is that lean is an oversimplified approach.
MRP’s complexity, combined with its critical inherent shortcomings and lean’s total
oversimplification, often has the same effect—chronic and frequent shortages and at the
same time excessive inventory positions. The solution must provide both a level of
sophistication that can provide more visibility from a planning and execution perspective
and at the same time simple, clear, and highly visible signals across the enterprise.
Conflict 3: Dependence Versus Independence
This is a subtle but very important conflict to understand and is an extension of conflict
2. The solution to this conflict defines a huge innovation and leap forward for MRP logic.
MRP is fundamentally about making everything dependent (see Part 2). Lean’s answer
to the material planning puzzle is to promote complete independence. When everything
is dependent, the resulting picture can be very nervous (see Chapter 2 for a discussion of
system nervousness). When everything is independent, visibility is limited to what is
immediately in front of you. The solution to this conflict provides for planning and execution
support for the demand-driven world in more complex operational environments.
See Part 4 for a discussion of demand-driven MRP.
While these conflicts continue to rage inside manufacturers, lean advocates are beginning to understand the need for an effective technology solution. When it comes to materials and inventory planning and execution Lean advocates often get accused of being anti-technology. Do Lean advocates really want manufacturing companies to entirely abandon the promise of technology? The answer should be yes when that technology is wasteful, confusing and not reflective of reality. Unfortunately, that has been the situation for quite sometime with regard to traditional MRP and DRP systems. Point 8 of the Toyota Production System states: “Use only reliable, thoroughly tested technology that serves your people and processes.” Until now the prevailing materials and inventory planning and execution technology, while thoroughly tested, has been largely inappropriate to serve the people and processes in companies transforming to a demand driven approach. The proliferation and sustainability of Lean implementations has been negatively impacted by the lack of appropriate supply chain materials planning and execution
technology.
Several analyst reports have concluded that there is tremendous potential for the
incorporation of better planning and visibility software into Lean implementations.
Manufacturing needs Lean to survive in the more complex environment of the 21st
Century. Lean needs an effective demand driven materials requirements planning
approach to bring that vision to reality.
What if there was an appropriate technology? What if a reliable, thoroughly tested
blueprint for demand driven planning and execution of supply chain materials with high
degrees of visibility could be introduced to the MRP world? Furthermore, what if that
blueprint also was extremely appealing to the MRP world? Sound impossible? It’s not; it
is reality and it is producing significant results in short periods of time for early adopters.
Manufacturing needs lean and the other pull-based methods to evolve in the “new
normal.” Lean needs an effective demand-driven planning approach in order to bring
that evolution to reality.
QUESTION 4: MRP PROGRESS IN THE LAST 30 YEARS?
Why has MRP not progressed significantly in the last 30 years?
Software providers, consultants, and the academic community have had ample
opportunity to fix MRP’s shortcomings. Why have they failed?
There are many knowledgeable experts in demand-driven techniques such as lean and drum-buffer-rope (DBR). Unfortunately, many of these experts do not understand the role planning technology must play to bring those techniques to full realization across a complex enterprise and supply chain. Many of them advocate the elimination of technology as the true measure of success.
Experts in variability and volatility tend to be less enterprise-focused and more specific-
event-focused. Variability must be considered in relation to its impact across a holistic
system. All variation does not have the same impact. Reducing variability does not
necessarily improve the overall process. There are places where it must be protected
against in order to keep the system stable and effective.
The generation that developed MRP is all but lost.Most people who still have an in depth
knowledge of how MRP really works are not in software companies or academia—
they are seasoned planners working in private industry. Even some of the largest ERP
software companies have only a small number of people (sometimes only two or three in
the largest ERP providers) who truly understand what MRP is and how it works. Rarely
does even the largest provider have software developers with any real-world experience
using the tools they are building. The big ERP software companies cannot and will not
solve a problem they cannot see. This is evidenced by the fact that none has addressed
the core issues identified in this section. The proliferation of planning work-arounds
proves this.
But there is light at the end of the tunnel. At the time of this writing, we know of
several next-generation products that will allow for extremely flexible and unfettered
configuration in alignment with the recommendations in Part 4. This is not enough, but
these products do remove hard-coded restrictions that have hampered MRP users in the
“new normal.”